


 Yeni Kayıt
Yeni Kayıt







 Konudaki Resimler
Konudaki Resimler

 önceki
önceki
|
 kullanıcısına yanıt
kullanıcısına yanıt


 kullanıcısına yanıt
kullanıcısına yanıt


















Bildirim




|
|
siz bunu birden fazla kez mi bastınız? bir de hepsi aynı modelden mi? yukarı doğru olan bombenin sebebini anlayamadım. Genelde yer çekimi etkisiyle aşağı doğru bombe olur. |
|
_____________________________
|
|
Daha öncede denemeştim upgradeleri yapmadan önce yine olmamıştı. Çekmeceler oldu ama kasası olmadı bir türlü... 1. ve 2.resimde ki konum doğru o büyük saçaklanma aşağı doğru ama küçük çekmecenin gireceği bölmede ise 1.ve 2.resimde görüldüğü gibi yukarıya doğru bombe. Dikine mi basmak lazım diyorsunuz? Destek koymak gerekir mi çekmece bölmelerinin olduğu yere. Yani bombe yapılan yerlere? |
|
_____________________________
|
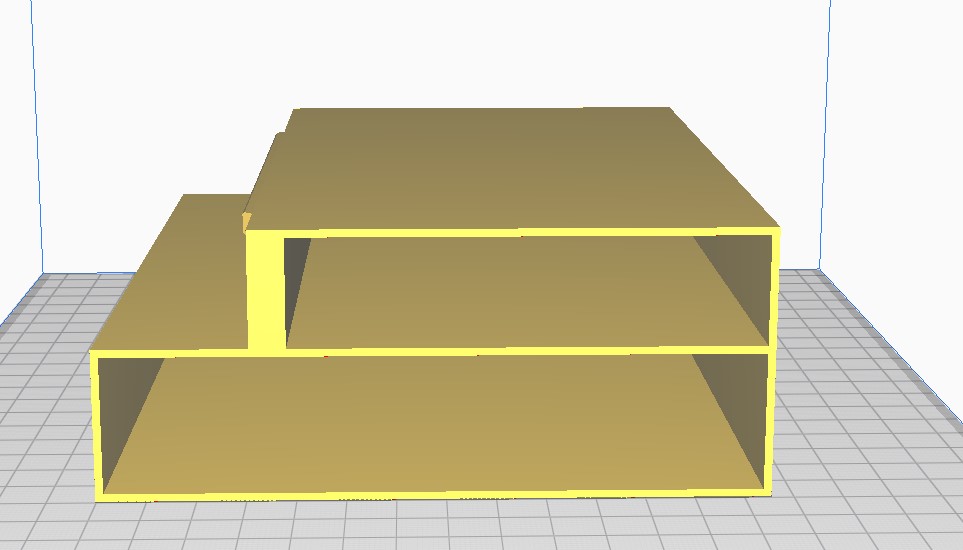 Bu sizin basmak istediğiniz model. Malesef yazıcılar filamenti havada donduramadığı için üst kısımlar yer çekimi etkisiyle aşağı doğru dökülüyor.  Ve bu şekilde bastığınızda (bende ki ayarlara göre 0.2 mm standart kalitede basma hızıyla) gereken süre 1 gün 1 saat 35 dakika. Dökülmeleri engellemek için destek kullanmak iyi bir çözüm. Ancak her modelde değil. Sizin modelinizde her yere destek koyduğunuzda destekleri temizlemek çok büyük bir problem oluşturur. 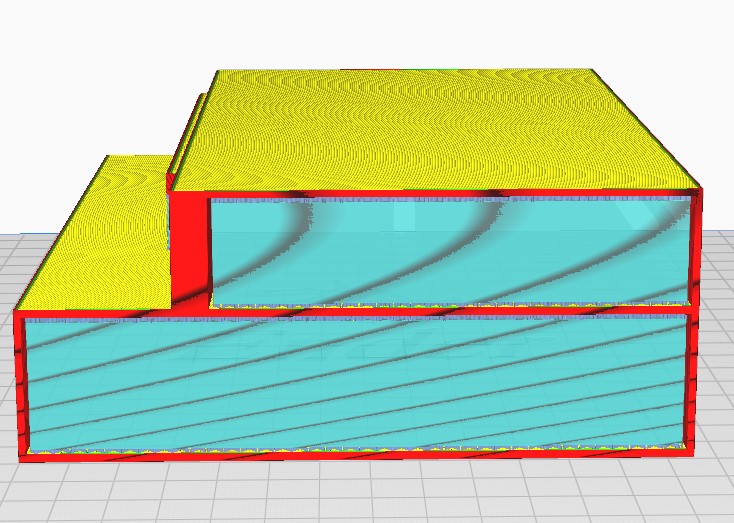 Mavi renkli bu destekleri oradan kolayca çıkaramazsınız. 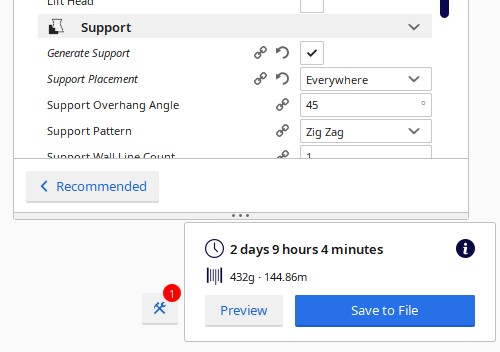 En kötüsü de bu destekleri basarken harcanacak malzeme ve zaman inanılmaz derecede fazla. Gördüğünüz gibi desteklerle beraber modelin basımı 2 gün 9 saat 4 dakika... Oysa siz modeli dik çevirip renderlerseniz modelin kendisi üstte gelecen olan katmanlara destek olacağından ekstra desteğe ihtiyacınız kalmaz. Böylece destek temizleme problemi ortadan kalktığı gibi yüzeylerde makinenizin kapasitesine göre en kusursuz şekilde olur. 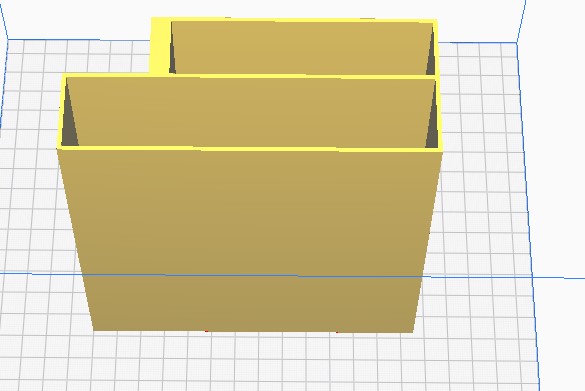 Ve ayrıca gereksiz zaman harcanmasının önüne geçeceğinizden modeliniz 21 saat 40 dakikada basılmış olur.  |
|
_____________________________
|
|
Bende de 19 saat civarında yatay şekilde basıyordu. Yani diyorsun ki dikey konumda bas. Başka bir ayar yapayım mı? Mesela o saçaklanan ve bombe yapan kısmı kalın yapsam daha mı iyi olur? Böyle bir ayar var mı onu da bilmiyorum ya? |
|
_____________________________
|
|
Baskı kalitesini kaç ile basıyorsunuz? Çok hızlı görünüyor. 0.24 ise saçaklanma normal. Başka ayara gerek yok. İlla önlem almak istiyorum derseniz tabla desteği ayarında raft'ı seçin |
|
_____________________________
|
|
Aslında tek yapmanız gereken arkadaşında belirttiği gibi dikey basmak, herhangi bir destek veya kalınlaştırmaya gerek yok. İçi boş bir şey basacaksanız genelde dikey konumda yapmanızda oldukça fayda var. Zaman ve filamentten gözle görülür şekilde kara geçmiş olursunuz. Sizin paylaşmış olduğunuz resimde yazıcı 432 gr filamet kullanırken arkadaşın paylaşmış olduğunda ise 171gr. Yani kısaca 3 çekmece yapacak kadar filament harcamış oluyorsunuz. Ayriyeten kaliteli bir baskı için de filamenti süren motorun filamenti çok sıkmadığından emin olun biraz tutması yeterli olacaktır. Aksi takdirde filamenti ezdiği için motorda zorlanma olabilir. Profillerin sıkı olduğundan da emin olun titreşimler hatalı veya bozuk baskıya neden olabilir. Profiller alüminyum olduğu için de çok fazla sıkmayın. X ve Y kayışlarının boşluklarını alın, ne çok boşta nede çok sıkı olmasına dikkat edin. Birde en önemlisi kalibre ayarı, kalibre ayarını 1 defa yapıp bırakmayın bir köşeyi düzettiğinizde diğerinde bozulma olacaktır. Bundan dolayı 4 köşeyi kalibre ettikten sonra ortaya bakın ve bu kalibre ayarını 5-6 kez tekrarlayın. |
|
_____________________________
|
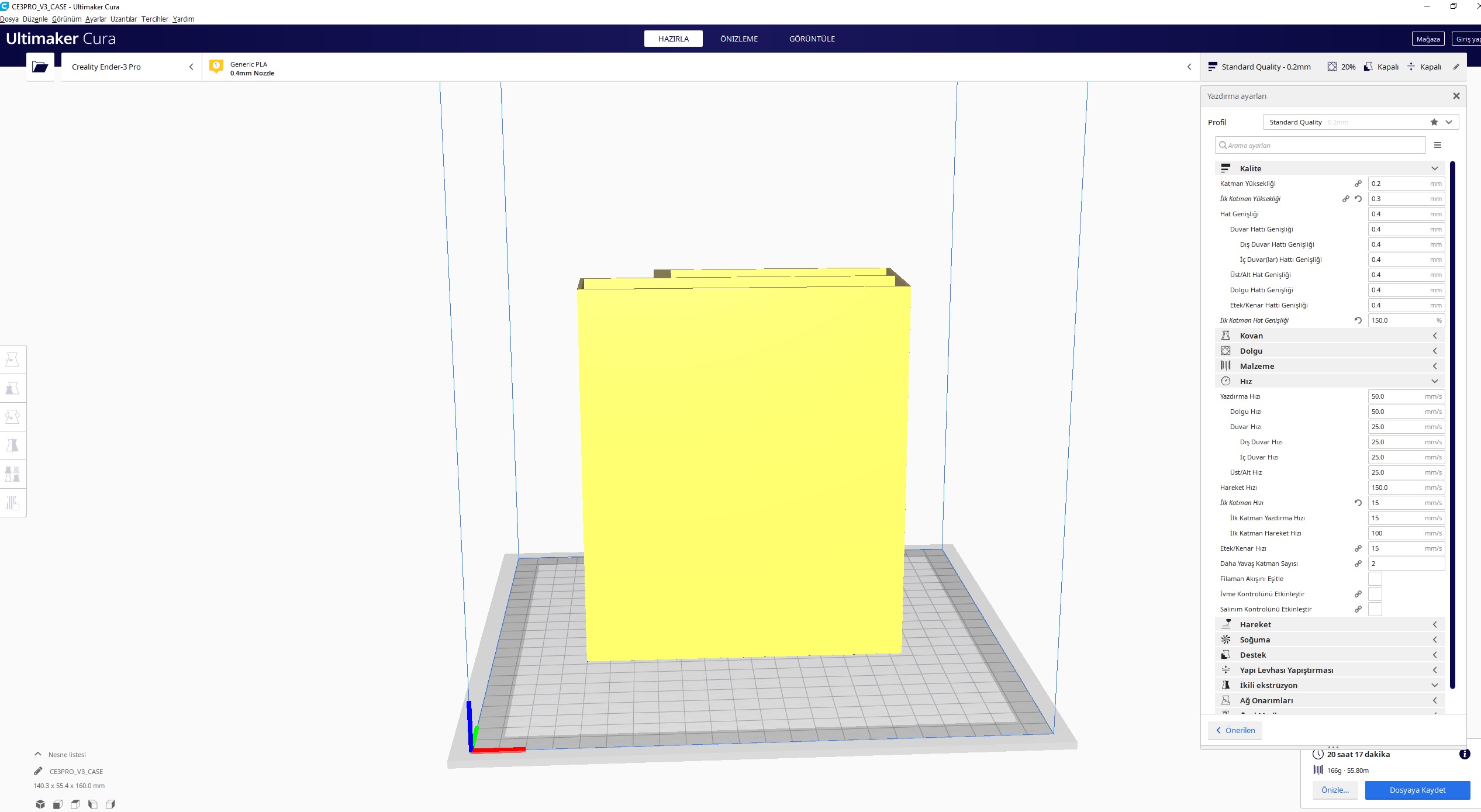 Ayarlar yandaki gibi.. Normal mi? Değiştirmem gereken bir ayar var mı? 20 saat 17 dakika gösteriyor dik konuma alınca.. Hocam son oluru aldıktan sonra baskıya geçmeden önce dediğiniz ayarları kontrol edeceğim. Teşekkürler.. < Bu mesaj bu kişi tarafından değiştirildi Mitra -- 19 Ocak 2021; 22:15:37 > |
|
_____________________________
|
|
Yeni güncellemeler eklendi yeni siparişler yolda |
|
_____________________________
|
|
Nihayet güç kaynağı yükseltmesinin tasarımı bitti. Bugün akıllı filament sensörü de elime geçmiş olacak muhtemelen bu hafta sonu parçayı yazdırırım.   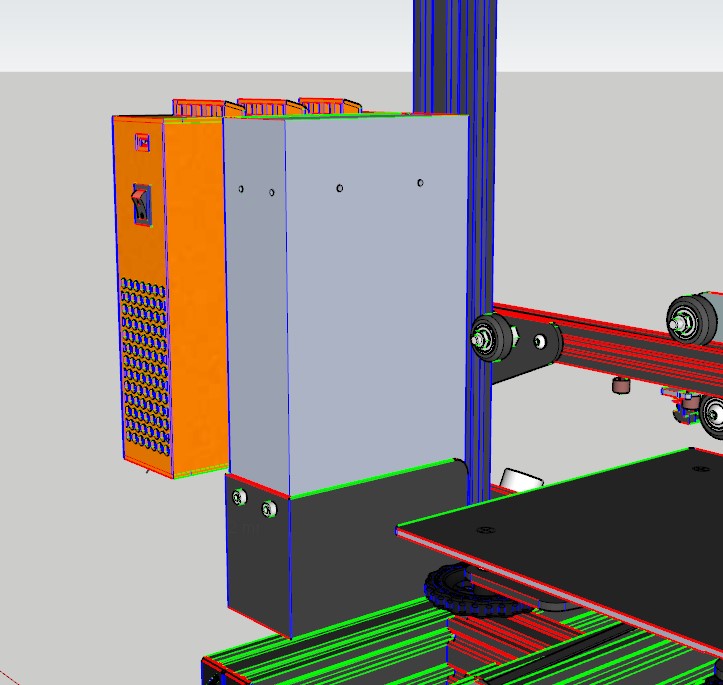   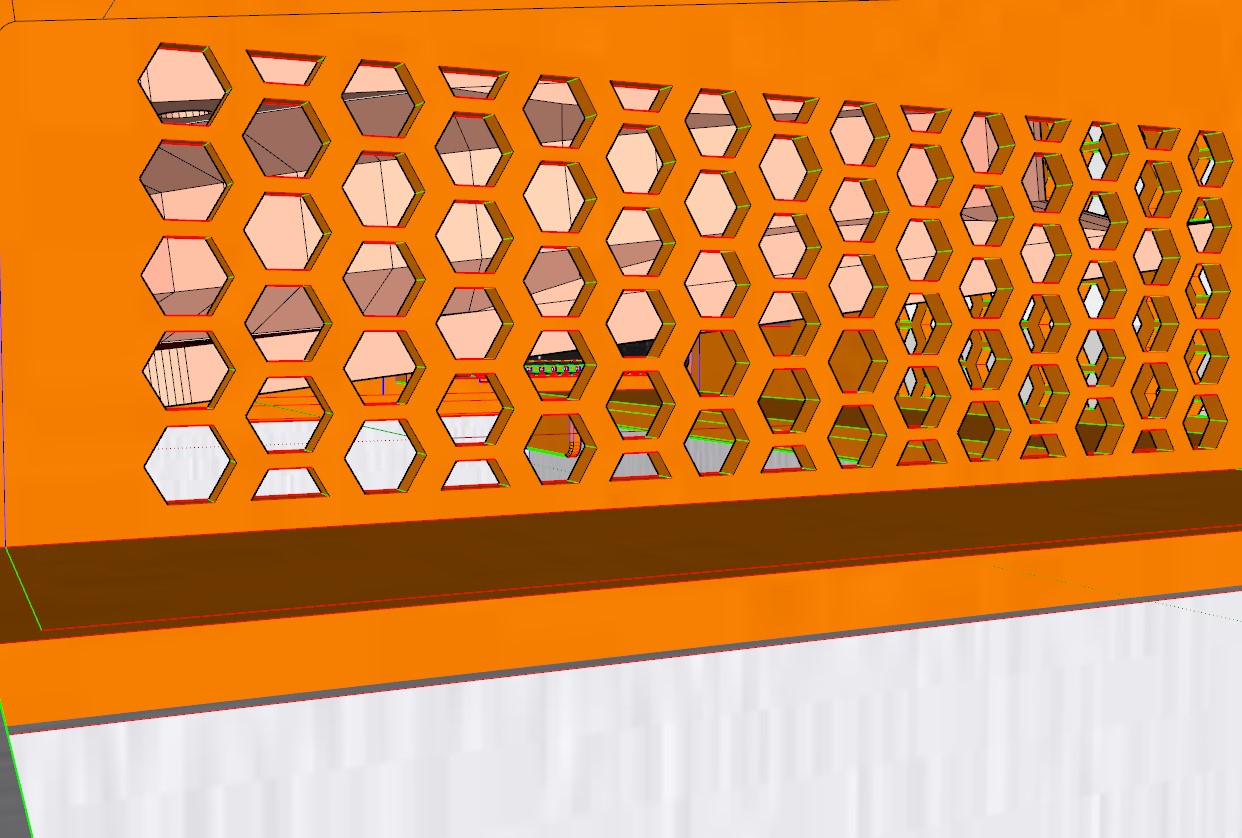  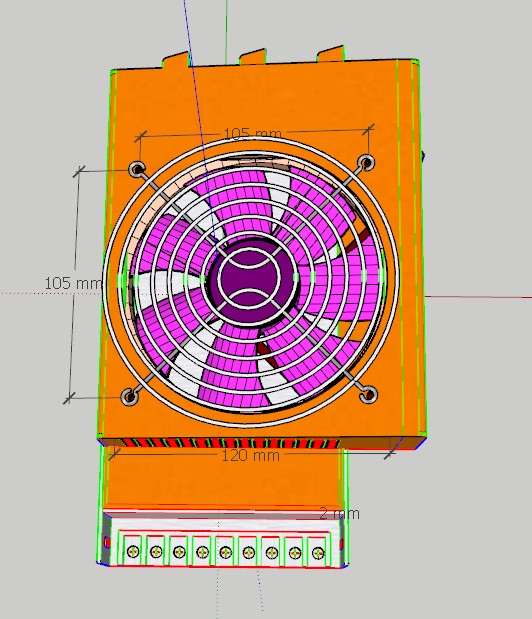  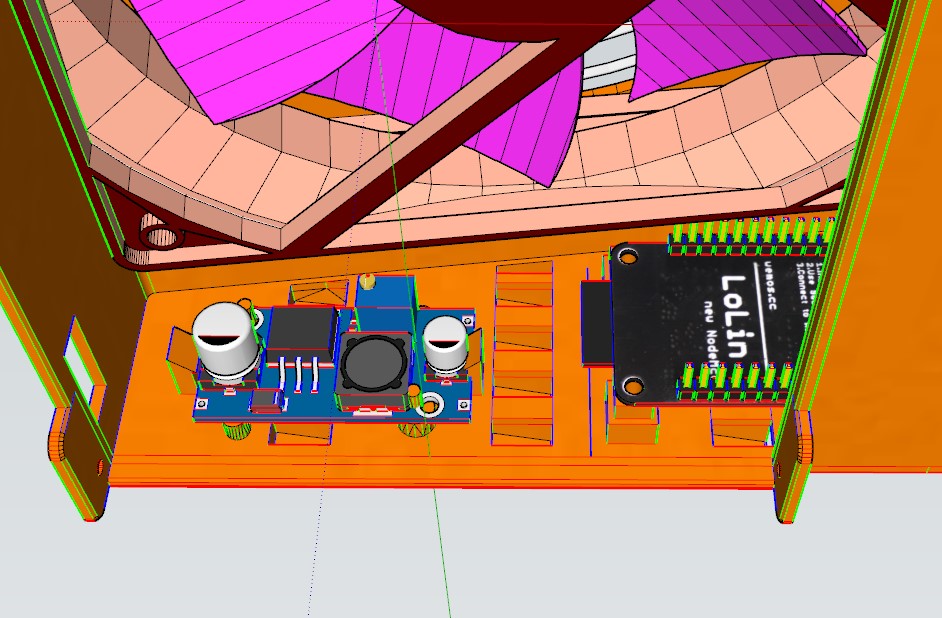  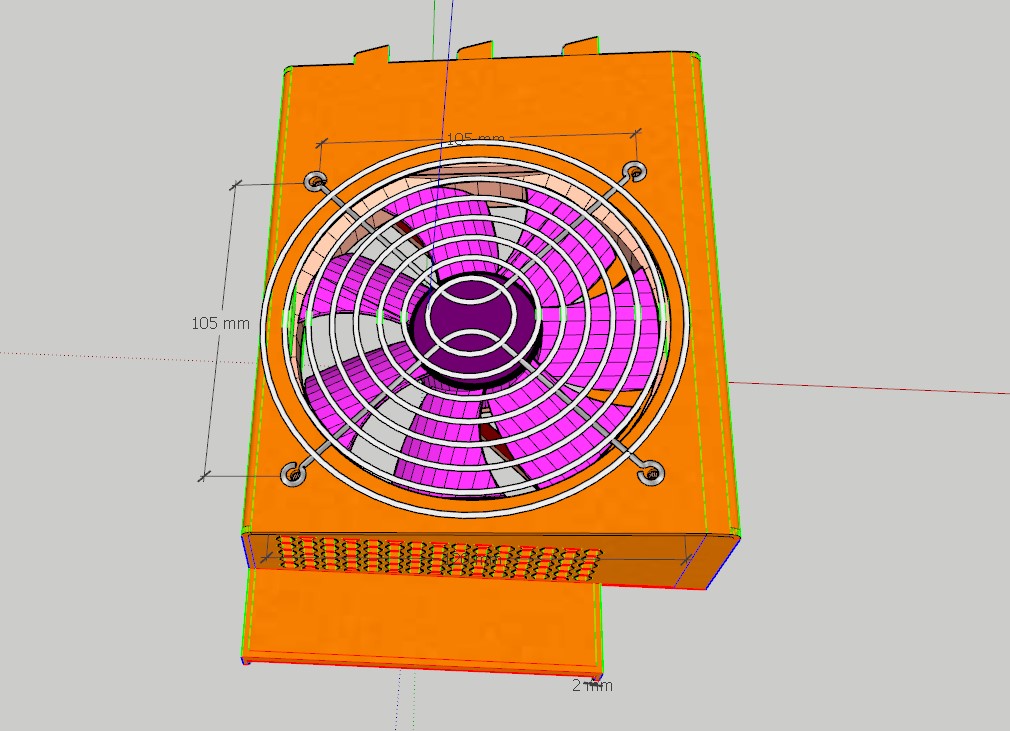 |
|
_____________________________
|
|
Hydra yükseltmesi için gereken fanlar ve btt akıll filament sensörü geldi nihayet  |
|
_____________________________
|
|
Nihayet güç kaynağı için tasarladığım 12cm lik fan yuvasını basmaya başladım. Wifi rgb kontrolcülü 12cm lik fan yuvası |
|
_____________________________
|
|
hey masallah yanarli donerli iyi gidiyor :) |
|
_____________________________
|
|
Bittiğinde daha güzel görünecek |
|
_____________________________
|
|
Merhaba, ben de 3-4 aydır ender 3 pro kullanıyorum. benimkisi 32bit gürültülü anakartla geldi ama anakart güncellemesi ihtiyacı hissetmedim. Bence en önemli nokta rahat güncellenebiliyor olması. Genel olarak ben de epey bir yükseltme yaptım. 1- rulmanlı filament tutucu 2- yukarı arkadaşın basamadığı 2'li çekmeceden yaptım. ben de ilk basarken sorun yaşamıştım ama 2 duvar arası boşluğa ince bir hat basmanızı sağlayan ayarı açınca dikey rahat basılıyor. 3- PSU'yu arkaya yatırma (thingverse'de projesi mevcut) 4- PSU'yu kaldırınca dual z axis yaptım (gres yağı sipariş ettim hafta sonu, onunla daha sessiz olacak, şimdilik gıcırdıyor) Bu geliştirme bence direct drive'a geçince artan ağırlıktan dolayı kritik (extruder + daha ağır braket). 5- direct drive kit aldım, 5 dolar sanıyorum. braket ve motor uzatma kablosu geliyor ama kablo yanlış geldi, fakat ihtiyacım olmadı. Kiti uyguladım, şu an kalibre ediyorum 6- BLtouch aldım, Banggoddan, braketini de thingverseden indirip bastım. Z ekseninde slot tasarımı olduğundan rahat ayarlanıyor. 7- Raspberry Pi 4 + octoprint. çok iyi bir upgrade, epey işe yarar plugin var. rahatlıyorsunuz. firmware güncellemeleri, gcode yüklemeleri, cihaz ayarları.. her şeyi uzaktan yapmanızı sağlıyor. 8- capricorn Bowden Tüp, tüp iç çapı standarda göre daha dar (1.9mm), sürtünmesi düşük ve sıcaklık dayanımı yüksek. Ben direct drivedan önce sıcaklık dayanımı için almıştım. PETG basarken 245c'de tüp zayıflamasın diye. sürtünmesi azaldı mı bilmiyorum, test etmedim. direct drive'da TPU malzeme kullanırken faydası olabilir. cable chain basıyordum kalan malzemeyle, şimdi bütün bu güncellemelerden sonra ihtiyaç oluştu. Tamamlayıp bağlayacağım filament runout sensör de bir sonraki hedefim. Aslında kapalı bir basım alanı olsa, sıcaklığını kontrol edebilsem yatağı ve hotend'i metale daha yüksek sıcaklık için yükselteceğim. Üstelik metal hotendin tıkanmaması için gerekli olan düşük retraction mesafesi direct drive ile elde edilebiliyor. Daha yüksek sıcaklıklar PC, naylon falan basabilmek için gerekiyor ama baskı alanını da sıcak tutmak lazımmış diye okudum. O yüzden şimdilik gerek yok. Malzeme olarak PLA sorunsuz bir malzeme ve o yüzden işime geliyor. PETG bir üst malzeme olarak kullanıyorum. daha önceden sorunsuz olarak bastım hep. ABS cihazı ilk aldığımda tecrübesizken kullandım, pişman etmişti. Ama tekrar deneyeceğim. Fan hep kapalı kalması gerekiyor vs bela bir malzeme :) Yatak olarak Ender'in kendi manyetik tabanını kullanırken ABS malzemeyi sökmedeki problem, PLA'nın da zaman zaman yapışık kalması ve çıkaramamadan dolayı cam'a atladım. Fakat camda da yapışmama derdi var. Ek olarak ayarladığınız yatak sıcaklığından 7-8 derece düşük kalıyor kalın ve ısı iletimi düşük olduğundan ve cam yamuksa sıcaklık eşit dağılmıyor. termal kamerayla teyit ettikten sonra kullanmayı bıraktım. Tavsiyem PEI kaplı, ince sac var. hem yatağa da manyetik olarak yapışıyor. yüzey sarı renkli. sıfır yapışma problemi var. bittikten sonra da soğuyunca çok rahat ayrılıyor parçalar. Nozzle olarak da nikel kaplı bakır deneyeceğim. aldım ama henüz takmadım. nikelin avantajı malzemeler zor tutunur nikele, o yüzden plastiğin yapışma ihtimali düşüyor. ve aşınmaya karşı dirençli bir malzeme. Bakırın da ısı iletim kat sayısı pirincin 4 katı olduğundan, aluminyum bloğun sıcaklığına çok hızlı ulaşacak diye düşünüyorum. Isı iletim katsayıları, yaklaşık Alu 250W/mK Pirinç 95W/mK Bakır 370W/mK |
|
_____________________________
Asus Tuf Gaming Z490 // 10850k@4.9GHz-1.23v // EVGA gtx 1080 FTW2 // Corsair H110i GT // Thermaltake CoreX31 // Samsung 950 PRO // Corsair HX1000 // Ballistics 4x8GB 4000@CL17 // Lenovo L24q-20 // EDIFIER Studio R1280T // Logitech G502 Proteus Core // Logitech G105
|
|
all metal hot endler daha yuksek isi gerektiren filamentler icin gerekliyken bu seferde PLA da sorun cikariyorlar. O yuzden daha cok hangi malzemeyi kullandiginiz onemli. Nylon cok nazli ve basimi zor bir malzeme. PEI, cam vs hicbirseye yapismak istemiyor onun icin cok daha farkli bir materyal kullaniliyor adi Garolite. Nylon ayrica neme karsi acayip duyarli bir materyal, oyleki durdugu yerde bile havadan nem ceker agirligi artar ve print kalitesinde ciddi bir bozulma yasanir. O yuzden bu materyal icin ozel bir kuru tip hava almayan kapali kutu yapmak ordan bowden tube cekip print sirasinda bile hatta mumkunse hic bir zaman o kutunun kapagini acmamaniz lazim. ayrica kutunun icerisine de bir nem olcer koyulmasi gerek. eger bunlar yapilmazsa her printten once firin tarzi bir yerde 70C sicaklikta 7-8 saat kurutulmasi gerek. Anlasilacagi uzere nylon belkide basimi ugrasmasi en zor malzeme tabi karsiliginida duruma gore ihtiyaca gore veriyor ama cogu insanin nylona da ihtiyaci yok. Nem konusu ayrica PC icinde gecerli |
|
_____________________________
|
|
Sessizlik konusunda ihtiyaç hissetmediğinize göre muhtemelen yazıcınızla aynı odada kalmıyorsunuz Şöyle söyleyeyim şu an psu yükseltmesini de tamamladım kendi tasarımım olan modelle. Altta ki video'da yazıcı çalışıyor ses açık ki mouse ile tıklayarak rgb efeğini değiştirdiğimi farkedeceksiniz. Tüm gürültü bu kadar |
|
_____________________________
|
|
Evet aynı odada değiliz :) Bu arada ilk mesajınızda 4.2.2 ile doğrusal ilerleme yok yazmışsınız. Demek istediğiniz linear advance özelliği ise, 4.2.2 ile tanıtılabiliyor. Bu sabah teaching tech kanalının yönergeleriyle tanıttım ve çok iyi sonuçlar aldım. Teaching tech dediğine göre sadece TMC2208 sessiz sürücüyle sorun çıkarıyormuş. Gürültülü versiyonda linear advance'te sorun yok. Sadece söyleyebileceğim, yarı saydam filamentle çizgileri görmek zor oluyor, mikroskop kullanmak zorunda kaldım. < Bu mesaj bu kişi tarafından değiştirildi iakten -- 14 Şubat 2021; 15:10:13 > |
|
_____________________________
Asus Tuf Gaming Z490 // 10850k@4.9GHz-1.23v // EVGA gtx 1080 FTW2 // Corsair H110i GT // Thermaltake CoreX31 // Samsung 950 PRO // Corsair HX1000 // Ballistics 4x8GB 4000@CL17 // Lenovo L24q-20 // EDIFIER Studio R1280T // Logitech G502 Proteus Core // Logitech G105
|
|
PLA'da niye soorun çıkardığını bilmiyorum ama retraction bowden setup'taki gibi fazla olunca (6-7mm) tıkanma olduğunu okumuştum. direct drive ve 1-2mm retractşonla sorun çıkmıyormuş diye okumuştum. PA kullanımı çok ekstrem, katılıyorum. Basmak istediğimiz şeylerin çoğuna PLA ve PETG yetiyor. PP ucuz olsa belki o da kullanılabilir. |
|
_____________________________
Asus Tuf Gaming Z490 // 10850k@4.9GHz-1.23v // EVGA gtx 1080 FTW2 // Corsair H110i GT // Thermaltake CoreX31 // Samsung 950 PRO // Corsair HX1000 // Ballistics 4x8GB 4000@CL17 // Lenovo L24q-20 // EDIFIER Studio R1280T // Logitech G502 Proteus Core // Logitech G105
|
|
evet dogru all metalda retraction dusurmek gerekiyor. daha detayli surda okuyabilirsiniz https://www.asensar.com/article/3dprinting/metal-hotend-pla-jamming.html kisaca pla nin yumusama derecesi daha dusuk oldugundan nozzle dan yukari heatcreep oluyor ve heatbreak in icerisinde yumusayip duvarlara yapisiyor. PTFE de bu olmuyor cunku duvarlari puruzsuz ve PTFE yapismayi engelleyen bir madde. Bazi heatbreak ler gordum ozellikle ic tarafina PTFE katmani ile kaplamislar ama ne kadar kalici olur yada etkili olur bilemiyorum. PTFE sistem kalite soz konusu ise hicbir negatif yonu yok sadece yuksek isilara cikamiyor okadar, oda artik kullaniciya ne istedigine bagli. Ben stock ender 3 ile 2 sene ABS kullandim sadece 1 kg PLA basmisimdir. 240-250 derecelere kadar sinir var oda yetiyor. Bahs etttiginiz gibi nylon ve digerleri icin imkansiz tabiki. Benim aslinda hayalim PC basmakti, FDM sistemlerde tahminimce en saglam ve dayanikli materyal PC ama basimi ayri bir dunya. Yatak dereceleri 130 civari nozzle ise 300 uzeri istiyor yetmiyor ustune 70 derecelerde bir heated chamber gerek buda demek oluyorki stepper motorlari, anakarti vs ya su sogutucu ile sogutmak gerek yada heated chamber in disina almak gerek. Bence saglamlik konusunda ikinci ve en yakin/iyi alternatif nylon x benzeri carbon fiber karisimli nylon filament. carbon fiber sayesinde daha sert ama nylon un verdigi kirilma direnci ile beraber cok ciddi saglamlikta bir print oluyor. hem nylon PC gibi 300 degilde normal bir 100 derecelik yatak ve 260 derecelik bir nozzle ile basilabiliyor tek sorun Garolite gibi yada ozel bir yapistirici ile basim almak lazim. nylon x testleri var internette ama soyle bir video vardi gecenlerde izledigim gercekten etkileyici tabi fiyatida cok etkileyici :) |
|
_____________________________
|

