


 Yeni Kayıt
Yeni Kayıt








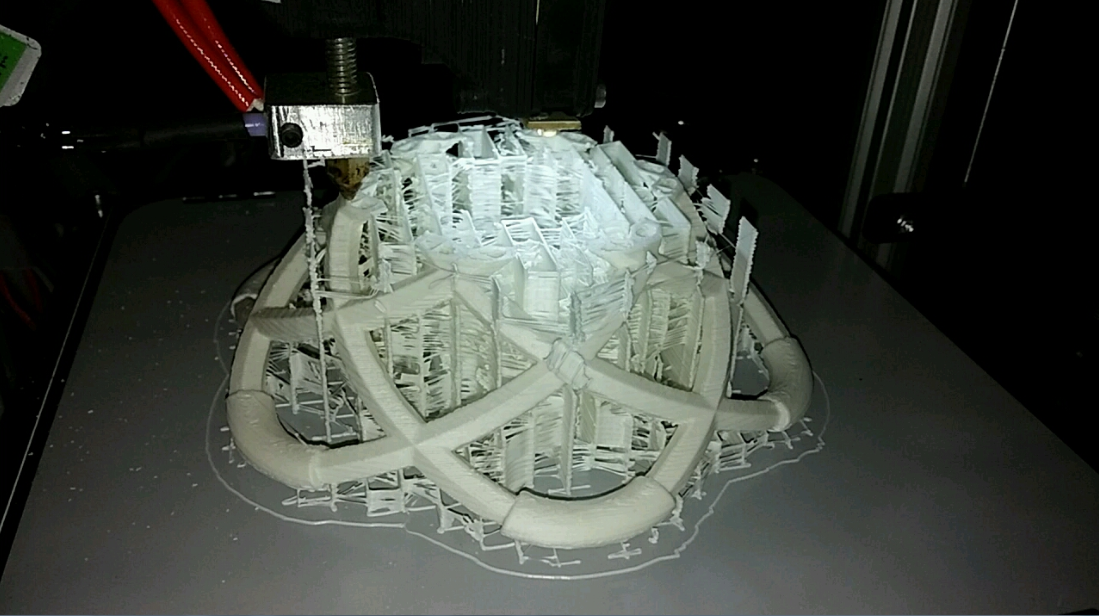
 Konudaki Resimler
Konudaki Resimler

 önceki
önceki
< Bu mesaj bu kişi tarafından değiştirildi serkanc -- 23 Kasım 2014; 19:54:08 > < Bu ileti tablet sürüm kullanılarak atıldı > |























Bildirim




< Bu mesaj bu kişi tarafından değiştirildi serkanc -- 23 Kasım 2014; 19:54:08 > < Bu ileti tablet sürüm kullanılarak atıldı > |
< Bu ileti tablet sürüm kullanılarak atıldı > |
|
|
|
|
< Bu ileti tablet sürüm kullanılarak atıldı > |
< Bu ileti tablet sürüm kullanılarak atıldı > |
< Bu ileti mini sürüm kullanılarak atıldı > |
< Bu ileti tablet sürüm kullanılarak atıldı > |
< Bu ileti tablet sürüm kullanılarak atıldı > |
< Bu ileti mini sürüm kullanılarak atıldı > |
|
< Bu ileti mini sürüm kullanılarak atıldı > |
< Bu ileti tablet sürüm kullanılarak atıldı > |
< Bu ileti tablet sürüm kullanılarak atıldı > |
|
< Bu ileti tablet sürüm kullanılarak atıldı > |
< Bu mesaj bu kişi tarafından değiştirildi safaari -- 24 Kasım 2014; 9:22:32 > |
|

